
 En
En
Lar / Notícias / Fixadores autofixantes: como funcionam, que tipo usar e como especificá-los corretamente




Congratulamo -nos com você em entrar em contato conosco, estável não apenas com o seu fornecedor confiável, mas também com seu parceiro de negócios da Turstworthy.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 01,2026
Os fixadores autofixantes são componentes de hardware projetados com precisão – porcas, pinos, espaçadores, pinos e montagens de braçadeiras de cabos – que são instalados permanentemente em folhas de metal finas, comprimindo-as em um furo pré-perfurado usando uma puncionadeira, prensa de mandril ou ferramenta de inserção hidráulica. Ao contrário dos fixadores soldados que requerem calor ou das inserções adesivas que dependem de ligação química, os fixadores autofixantes ancoram-se mecanicamente através de um processo de conformação a frio: o anel de fixação serrilhado ou serrilhado do fixador desloca o material da folha para uma ranhura especialmente projetada conforme a pressão é aplicada, criando uma junta permanente e embutida que não pode ser girada ou empurrada para fora do painel.
Vale a pena entender a física da instalação autofixante porque explica por que os requisitos do processo não são negociáveis. Quando a pressão de inserção é aplicada, a bigorna de rebitagem endurecida do fixador entra no furo perfurado e a geometria da haste desloca o material mais macio da folha para fora e depois para dentro, na ranhura recortada abaixo do anel de rebite. Este metal deslocado trava mecanicamente em torno do rebaixo, criando uma junta cuja carga de expulsão é determinada pela resistência ao cisalhamento da coluna metálica deslocada. O material do painel deve ser mais macio que o material do fixador - normalmente pelo menos Rockwell B 20 - para permitir que esta deformação plástica ocorra de forma limpa, sem ricochetear ou falhar no preenchimento do corte inferior.
O resultado é um fixador que se torna uma parte permanente do painel de chapa metálica, nivelado ou ligeiramente saliente em uma superfície, fornecendo um ponto de conexão com ou sem rosca de alta qualidade que pode ser usado com qualquer fixador correspondente padrão. A tecnologia de auto-rebitagem foi desenvolvida e patenteada pela Penn Engineering (marca PEM) na década de 1940 e desde então se tornou um método de instalação padrão global para montagens de chapas metálicas na fabricação de equipamentos eletrônicos, de telecomunicações, automotivos, aeroespaciais e industriais, com dezenas de fabricantes produzindo linhas de produtos compatíveis sob marcas como Sherex, Wurth, Optimas e Bollhoff.
O fixador auto-rebitável A família abrange uma ampla gama de tipos funcionais, cada um projetado para resolver uma necessidade mecânica específica em montagens de chapa metálica. Selecionar o tipo correto antes de especificar o tamanho da rosca ou o material evita retrabalho significativo e garante que o fixador instalado realmente desempenhe a função pretendida no produto montado.
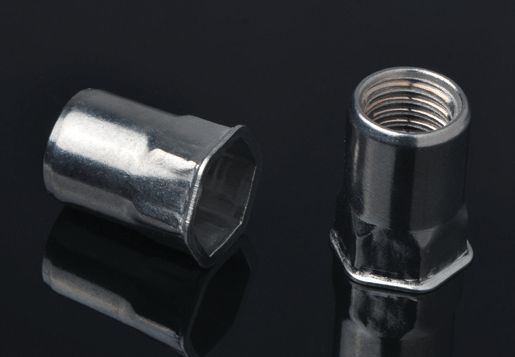
As porcas autofixantes – também chamadas de porcas rebitadas ou porcas PEM – são o tipo mais utilizado. Eles são instalados nivelados em um painel de um lado e fornecem um orifício roscado para um parafuso correspondente ou parafuso de máquina de ambos os lados. A porca instalada apresenta uma superfície limpa, nivelada ou levemente elevada, totalmente compatível com parafusos padrão métricos e de rosca unificada. As porcas de fixação estão disponíveis em passo de rosca padrão, rosca fina e roscas métricas ISO de M2 a M12, cobrindo toda a gama de tamanhos de fixadores usados em gabinetes de chapa metálica, suportes e painéis estruturais. Eles são usados sempre que chapas finas de metal não fornecem espessura de material suficiente para uma rosca roscada confiável, o que na prática significa praticamente qualquer chapa de aço com menos de 3 mm e qualquer chapa de alumínio com menos de 5 mm.
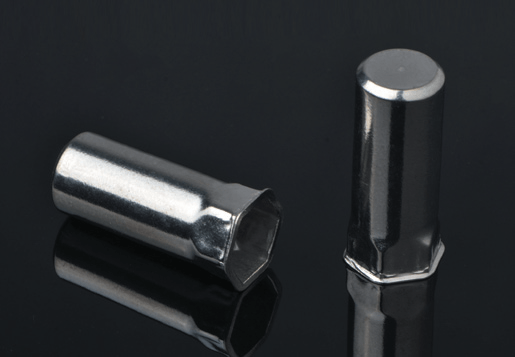
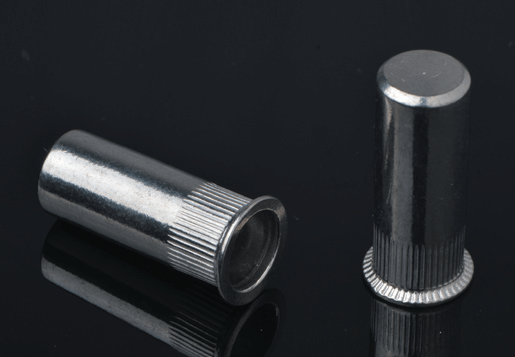
Os pinos autofixantes são instalados permanentemente em um painel com um pino roscado projetando-se da face de instalação, fornecendo um poste rosqueado fixo que aceita uma porca do outro lado. Eles eliminam a necessidade de manter um parafuso estacionário enquanto aperta uma porca na face oposta – o pino é fixado ao painel e não pode girar, portanto a montagem requer apenas uma porca e uma chave inglesa de um lado. Os pinos de fixação são usados para montagem de componentes em gabinetes eletrônicos, para fixação de painéis em estruturas de chassi e para qualquer montagem onde uma rosca externa permanente seja necessária em um local onde a parte traseira do painel fique inacessível durante a montagem final. Eles estão disponíveis em variantes de rosca completa e parcial e em comprimentos de 4 mm a 50 mm para os tamanhos de rosca mais comuns.
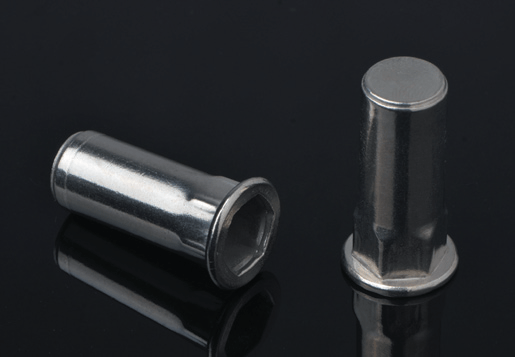
Os espaçadores autofixantes são espaçadores cilíndricos ocos com rosca ou sem rosca que são instalados permanentemente em um painel e fornecem uma separação definida e fixa entre o painel e um segundo componente - normalmente uma placa de circuito impresso, uma placa de cobertura ou um painel de chassi empilhado. Eles são essenciais na montagem de componentes eletrônicos para montagem de PCB, onde a manutenção de um espaço preciso e consistente entre a placa e o chassi metálico evita curtos-circuitos, permite o fluxo de ar para resfriamento e fornece o suporte estrutural que evita a flexão da PCB durante a montagem e a vibração em serviço. Os espaçadores clinch estão disponíveis nas configurações macho (rosca externa) e fêmea (rosca interna), permitindo que o segundo componente seja fixado com uma porca ou um parafuso, dependendo dos requisitos de acesso da montagem.
Além dos tipos de porca central, pino e espaçador, a família de autotravamento inclui placas de porca flutuantes (que permitem movimento lateral limitado para acomodar o desalinhamento do furo durante a montagem), pinos de travamento para aplicações de alinhamento e rotação, suportes de ângulo reto para montagem de componentes perpendiculares ao plano do painel, montagens de abraçadeiras permanentemente ancoradas no painel para roteamento limpo dos fios e hardware de acesso autofixante, incluindo parafusos cativos e fixadores de um quarto de volta para aplicações de painel removível. Cada tipo especializado resolve um desafio específico de montagem com o mesmo benefício fundamental dos tipos básicos: instalação permanente e de alta resistência em chapas metálicas finas apenas de um lado, sem necessidade de soldagem, adesivo e acabamento pós-instalação.
O fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
A autofixação em aço temperado, chapa de aço inoxidável acima da série 300 ou outros metais duros não é possível ou produz instalações com desempenho drasticamente reduzido em comparação com os valores nominais. Para aplicações que exigem fixadores em materiais de chapa mais duros, tecnologias alternativas – porcas soldadas, porcas de rebite cego ou inserções adesivas – devem ser usadas. Este é um dos erros de especificação mais comuns encontrados quando os engenheiros adotam fixadores autofixantes pela primeira vez: aplicando-os a invólucros de aço inoxidável sem verificar a dureza da chapa em relação aos requisitos de dureza do fixador.
| Material de folha | Dureza Típica | Materiais de fixação compatíveis | Auto-rebitável adequado? |
|---|---|---|---|
| Aço suave/de baixo carbono (CR, HR) | HRB 40–80 | Aço carbono, aço inoxidável | Sim - ideal |
| Liga de alumínio (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Aço carbono, aço inoxidável, aluminum (special) | Sim – com grau de fixação correto |
| Folha de cobre / latão | HRB 30–70 | Aço inoxidável, aço | Sim — com diferencial de dureza adequado |
| Aço inoxidável austenítico (304, 316) | HRB 75–95 | Apenas aço temperado | Marginal — verifique a dureza; considere alternativas |
| Aço Endurecido / Alta Resistência | CDH 25 | Nenhum prático | Não – use porcas de solda ou porcas de rebite cego |
Para montagens de chapas de alumínio, os fixadores auto-rebitáveis de aço padrão são instalados corretamente e proporcionam altas cargas de extração porque o diferencial de dureza entre os fixadores de aço endurecido e as ligas de alumínio macio é mais que adequado. A questão da compatibilidade galvânica é separada da questão da compatibilidade da instalação – uma porca de aço instalada em um painel de alumínio irá segurar de forma confiável, mas pode causar corrosão galvânica na interface em ambientes de serviço úmidos ou úmidos. Para painéis de alumínio em ambientes corrosivos, especifique fixadores autofixantes de aço inoxidável ou fixadores autofixantes de alumínio, quando disponíveis, e verifique se os produtos específicos para porcas de alumínio projetados para instalação de alumínio (que usam um corpo de fixador mais macio para manter o diferencial de dureza) são usados para o tipo de liga de chapa especificado.

Cada fixador autofixante tem uma espessura de chapa mínima abaixo da qual a ação de fixação não pode produzir um travamento mecânico confiável, e uma espessura de chapa recomendada na qual o desempenho é otimizado. Esses limites não são diretrizes – a instalação de um fixador autofixante em chapas mais finas do que o mínimo produzirá uma instalação que parece completa, mas que reduziu drasticamente a capacidade de carga de extração e extração, normalmente falhando em uma fração do desempenho nominal.
A espessura mínima da chapa para porcas autotravantes em aço é normalmente de 0,5 a 0,8 mm para tamanhos de rosca M2 a M3, aumentando para 1,2 a 1,6 mm para tamanhos de rosca M6 a M8. A espessura mínima é determinada pelo volume de material que deve fluir plasticamente para dentro da ranhura de corte inferior para atingir a carga nominal de extração – uma chapa muito fina e simplesmente não há material suficiente para preencher o corte inferior adequadamente. A espessura máxima da chapa também é especificada, acima da qual o corpo do fixador não se projeta o suficiente através da chapa para engatar corretamente na bigorna de rebite. O conceito de faixa de aderência das porcas de rebites cegos tem um equivalente em autotravamento: cada produto é projetado para uma janela de espessura de painel definida, e permanecer dentro dessa janela é essencial para o desempenho.
Os fixadores autofixantes exigem um furo redondo e limpo com um diâmetro preciso - o diâmetro do furo de instalação tem uma tolerância mais estreita do que a tolerância típica da broca, geralmente especificada em ± 0,05 mm ou melhor. Os furos perfurados são fortemente preferidos aos furos perfurados para instalações de produção de auto-rebitagem porque a punção produz um furo limpo e de tamanho preciso de forma consistente em altas taxas de produção, sem rebarbas no lado de entrada do punção (o lado de onde o fixador rebita) quando a folga do punção e da matriz está corretamente definida. Furos perfurados podem ser usados para protótipos e trabalhos de baixo volume, mas exigem rebarbação em ambas as faces e controle cuidadoso do diâmetro para garantir que eles caiam dentro da janela de tolerância restrita exigida pelo fixador. Furos cortados a laser são cada vez mais comuns e produzem excelente precisão de diâmetro, mas podem ter uma leve zona afetada pelo calor na borda de corte que reduz a ductilidade do material na parede do furo — verifique com testes de instalação antes de se comprometer com furos cortados a laser para aplicações de produção de autofixação.
Os fixadores autofixantes são instalados usando uma bigorna de instalação plana e lisa – seja em um supino de bancada, prensa de mandril, prensa de estrutura C ou puncionadeira de produção – que aplica uma força de compressão perpendicular à superfície do painel. A bigorna entra em contato com a cabeça do fixador enquanto o painel repousa sobre uma superfície de suporte plana com a haste do fixador projetando-se através do furo preparado. À medida que a prensa fecha, o fixador é inserido na chapa e o anel de fixação deforma o material da chapa na ranhura recortada em um único movimento suave.
O installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
Na fabricação de chapas metálicas de alto volume – fabricação de racks de servidores, produção de componentes de carrocerias automotivas e fabricação de gabinetes eletrônicos – os fixadores autofixantes são instalados automaticamente usando máquinas dedicadas de alimentação e inserção ou módulos de inserção integrados em ferramentas de puncionadeira. As máquinas de inserção automática usam alimentadores de tigela ou embalagens de fita e bobina para orientar e alimentar fixadores individuais ao cabeçote de inserção a taxas de centenas de peças por minuto, com sistemas de monitoramento de visão ou força para detectar fixadores mal carregados ou ausentes e rejeitar painéis com defeitos de instalação antes de prosseguirem no processo de montagem. Alguns fabricantes de puncionadeiras oferecem ferramentas de inserção autofixantes que instalam fixadores no mesmo curso de prensa que a operação de perfuração, eliminando totalmente uma etapa de inserção separada e obtendo tempo de ciclo adicional zero para instalação de fixadores.
Para ambientes de produção flexíveis que lidam com vários tipos de produtos, a adoção de sistemas robóticos de instalação autofixante usando robôs colaborativos (cobots) equipados com efetores finais de inserção está crescendo em adoção. Esses sistemas podem ser programados para diferentes tipos de fixadores e layouts de painéis sem ferramentas rígidas dedicadas, proporcionando consistência de instalação de equipamentos automatizados com a flexibilidade da operação manual – uma combinação atraente para fabricantes de chapas metálicas terceirizados que lidam com trabalhos de alta mistura e médio volume.
O desempenho do fixador autofixante é caracterizado por três valores de carga que, juntos, definem a resistência do fixador às forças que sofrerá em serviço. Compreender o que cada valor significa e como ele se relaciona com as condições de carregamento da aplicação é essencial para verificar se um fixador autofixante é adequado para o projeto da junta.
Ose rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
Os fixadores autofixantes competem com porcas de solda e porcas de rebite cego em muitas aplicações de chapa metálica, e a escolha certa depende da combinação específica de material de chapa, espessura, volume de produção, requisitos de acabamento superficial e restrições de acesso de montagem. Nenhuma tecnologia é universalmente superior – cada uma vence em contextos específicos.
As porcas de solda oferecem a maior resistência da junta e não são afetadas pela dureza da chapa, mas exigem acesso de soldagem de um ou ambos os lados, introduzem calor que pode distorcer painéis finos e danificar revestimentos próximos, exigem limpeza pós-soldagem e muitas vezes re-acabamento da zona de solda, e adicionam o custo de operações de soldagem qualificadas. Eles são a escolha correta para aplicações de aço estrutural espesso, onde os requisitos de resistência da junta excedem o que os fixadores de pressão podem fornecer, e para materiais onde a autofixação não é viável. As porcas de rebite cego podem ser instaladas apenas com acesso unilateral usando ferramentas manuais simples ou pneumáticas sem prensa, tornando-as mais versáteis para instalação em campo e aplicações de retrofit, mas elas dependem de uma ferramenta de ajuste separada e deixam um flange externo que se projeta da face do painel – menos limpo do que uma instalação auto-fixante nivelada.
Os fixadores auto-rebitáveis ganham quando o volume de produção justifica o uso de ferramentas de prensagem, quando o acabamento da superfície do painel deve ser mantido em ambas as faces (sem respingos de solda, sem flange externo), quando o material da folha é macio o suficiente para permitir o rebitamento e quando a instalação pode ser realizada antes do painel ser revestido ou montado. Eles produzem uma instalação mais limpa e profissional do que as porcas com classificações de carga equivalentes em chapas de aço e alumínio, e a ausência de qualquer rosca de engate da ferramenta separada significa que não há danos no mandril para gerenciar e nenhuma limitação de profundidade de engate da rosca da ferramenta de ajuste. Para a produção de alto volume de gabinetes de chapa metálica — chassis de servidores, gabinetes elétricos, suportes automotivos e caixas de equipamentos médicos — os fixadores autofixantes instalados por equipamentos automatizados normalmente apresentam o custo total mais baixo por junta, uma vez que o volume justifica o investimento em ferramentas.
Encomendar fixadores autofixantes sem uma especificação completa é um caminho confiável para receber o produto errado — a combinação de tipo de fixador, tamanho de rosca, espessura de chapa e opções de materiais disponíveis dentro da linha de um único fabricante chega a centenas de números de peças individuais, e descrições de catálogo que parecem semelhantes podem diferir em detalhes dimensionais críticos. Uma especificação completa inclui todos os parâmetros a seguir.






")
")
")

Copyright © Fasteners Industrial Steady Co., Ltd. All Rights Reserved
